Pocket NC Touch Probe Video
I made an overview video for my Pocket NC touch probe integration!
The original write ups can be found at:
And the designs and source code can be found at:
I made an overview video for my Pocket NC touch probe integration!
The original write ups can be found at:
And the designs and source code can be found at:
This is a series, check out the previous posts at part 1, part 2, or part 3. This time, I’m going to make this probe hopefully do something.
I started out just verifying that the Pocket NC would treat the vers.by probe the same as the built in tool setter probe. So I ran a tool measure cycle, and then just tweaked the probe by hand. Woohoo! It stopped the cycle just like normal. Actually measuring a tool worked too if the probe wasn’t activated, or if it wasn’t plugged in. Success.
In part 1 and part 2, I covered my motivation and the mechanical hardware behind a touch probe add-on for my Pocket NC V2-50. In this post, I’ll cover my prototype electrical hardware.
My intention with the probe was to connect it logically “in parallel” with the existing tool setter probe that the Pocket NC has. I figured that would be likely easiest to integrate with the Linux CNC scripts when I got to the software point. The existing tool setter probe is located in the rotating B axis. That is connected to the Y axis via a single CAT5-ish cable, so my hope was that I could devise something which would pass through the necessary signals on that cable while also paralleling in the new touch probe.
Last time in part 1, I talked about why I wanted to add a touch probe to my Pocket NC. This time, I’ll cover the basic hardware necessary to make it happen.
I decided to start with an inexpensive probe so that as I was figuring things out, I wouldn’t be too sad if I smashed it a few times. I’ve seen a number of other hobby machinists use the “vers.by” probes, so I decided to give them a try too.
When machining, you need to accurately position the cutting tool with respect to the workpiece. With the stock Pocket NC, there are two methods for doing so. The first is to rigidly locate the workpiece with respect to the B axis reference point using a fixture. The second, is to do manual touch offs. Nearly all of my work so far has relied on the former method, as using a manually touch off on a machine without manual controls isn’t all that precise or pleasant. And while possible, it is tedious to touch off against features more complicated than a single edge.
My Pocket NC v2-50 is a fine machine for its size class, but there are still plenty of annoyances. One of them is that chips can accumulate places they shouldn’t, either during a run, or over the long term.
There is a cavity near the back of the machine where the Y axis cables and cable guide retract into. That cavity is exposed to chips flying around, so they tend to accumulate there. There is a hole in the bottom of the machine where the chips could maybe fall out, except the hole is too small for any but the smallest of chips, and further, it is completely sealed off when mounted in the stock Pocket NC enclosure.
People over in the mjbots discord frequently ask about how to build reliable XT30 cables, so I made a short video describing how I go about it!
This new release makes minor improvements to support for r4.8 moteus boards, notably it makes the Kv and winding resistance calculation more closely match that measured by r4.5 and decreases audible noise when controlling to 0 current or torque.
Get it from github: moteus 2021-09-19
Note, this does require a new version of moteus_tool to be able to flash over CAN, version 0.3.29. You can get it from pypi using any of the normal pip3 methods: https://pypi.org/project/moteus/
Yet another in the series on building a new leg for the quad A1:
A motor driver like moteus switches power to the phases of a brushless motor using a set of 6 (or possibly more), MOSFETs. The typical topology involves 3 high side N channel MOSFETs and 3 low side N channel MOSFETs arranged in 3 half bridges like this:
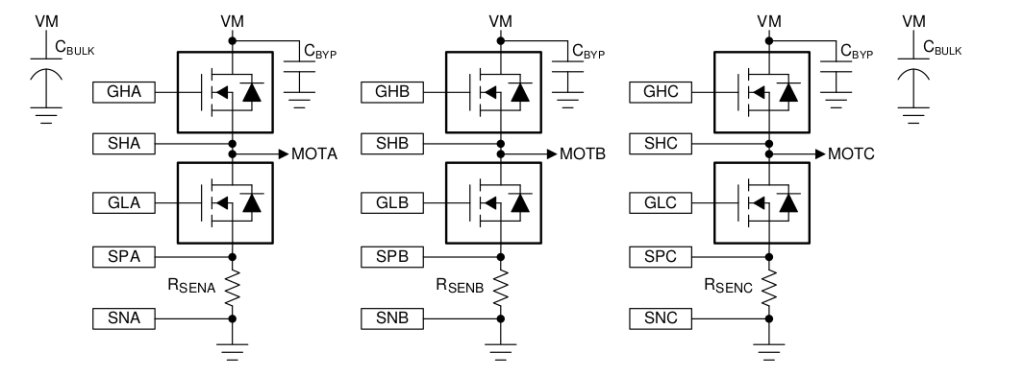
(example 3 half-bridge from DRV8353 reference manual)
Since the gates of these FETs need to be driven with potentially high voltages, and you never want the high side and low side to be on at the same time, typically a gate driver is used. For the moteus r4.5 and earlier controllers, the DRV8323 driver from Texas Instruments is what performs this function. This driver lets you configure the drive current for each of the gates for both operations, charging up the gate and discharging it. For high power drive systems, charging up or discharging the gate too fast can result in undesired transients like accidentally switching the other FET on due to capacitive coupling, or inductive ringing as the current starts moving through the FET instead of the body diode. If the gate charges too slowly, then the FET spends much of its time not fully on, which increases power dissipation in the FETs.